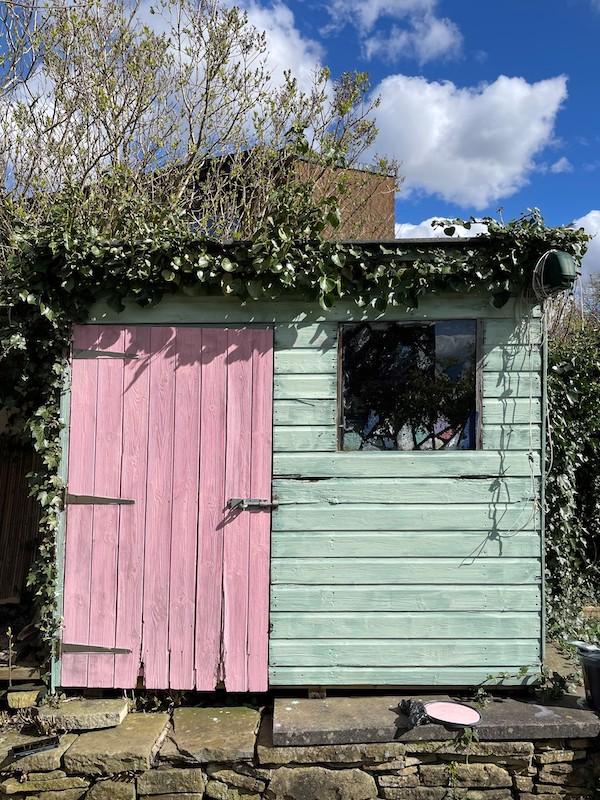
British weather doesn't dampen spirit for new Garden Paint from HMG










| Articles | Articles | Articles | More | Subscriptions | Resources |





